



| 項目 | 技術要求 | 試驗方法 | ||
|---|---|---|---|---|
| A號 | B號 | |||
| 運動粘度40℃,mm2/s≯ | 20 | 35 | GB/T265 | |
| 閃點(開口),℃ ≮ | 220 | 240 | GB/T3536 | |
| 水分,%≯ | 無 | 無 | GB/T260 | |
| 傾點,℃ ≯ | -5 | -5 | GB/T3535 | |
| 腐蝕(銅片,100℃,3h),級≯ | 1 | 1 | GB/T5096 | |
| 光亮性,級 ≯ | 1 | 1 | SH0564 | |
| 熱氧化安定性 | 粘度比≯ | 1.2 | 1.2 | SH/T0219 |
| 殘炭增加值,% ≯ | 1.0 | 1.0 | ||
| 冷卻性能(液溫100℃,不攪拌) | 特性溫度℃ ≮ | 680 | 680 | ISO/9950 |
| 最大冷速,℃s ≮ | 90 | 80 | ||

焊接防渣劑防焊渣工作原理是:焊接前將焊接防飛濺劑噴涂在金屬焊縫兩邊焊渣易濺落的部位..

光潔的金屬表面在焊接時被飛濺的焊渣粘附,影響工件美觀,易生銹,更不利于更進一步的表面加工和噴漆..
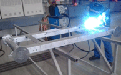
鋁材在應用過程中最常見的工藝就是焊接工藝,但焊接過程易產生大量的焊渣..
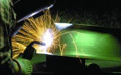
焊接是機械加工中尤為重要的工藝,但焊接時難免會在工件表面產生焊渣,清理起來很麻煩..
但隨著機械加工行業的不斷發展,焊接作業對焊件的要求越來越高,這就需要焊接防飛濺劑不影響焊縫質量..

傳統焊接工藝則不使用焊接防濺液,導致焊渣易粘連在工件上..